简约设计,不简单内涵。观看我们的<舟山>(本地)酸洗钝化,防锈球墨铸铁井盖 精益求精产品视频,用最少的话语传达最真实的产品价值。
以下是:<舟山>(本地)酸洗钝化,防锈球墨铸铁井盖 精益求精的图文介绍
酸洗钝化,防锈球墨铸铁井盖 精益求精")
鑫晨钢铁有限公司在 舟山球墨铸铁井盖DN500、生产上始终坚持将科技创新及市场实际需求放在首位。吸取国内外先进技术,致力 舟山球墨铸铁井盖DN500、技术攻关,公司引进了先进的 舟山球墨铸铁井盖DN500、自动化生产线,使公司产品可以满足各用户的要求。 公司拥有技术的科技人员,专业的设备制作人员,工程安装施工人员,我公司运用现代化的高科技手段,不断创新,不断发展,致力于 舟山球墨铸铁井盖DN500、新技术的研发和生产。
酸洗钝化,防锈球墨铸铁井盖 精益求精")
酸洗钝化,防锈球墨铸铁井盖 精益求精")
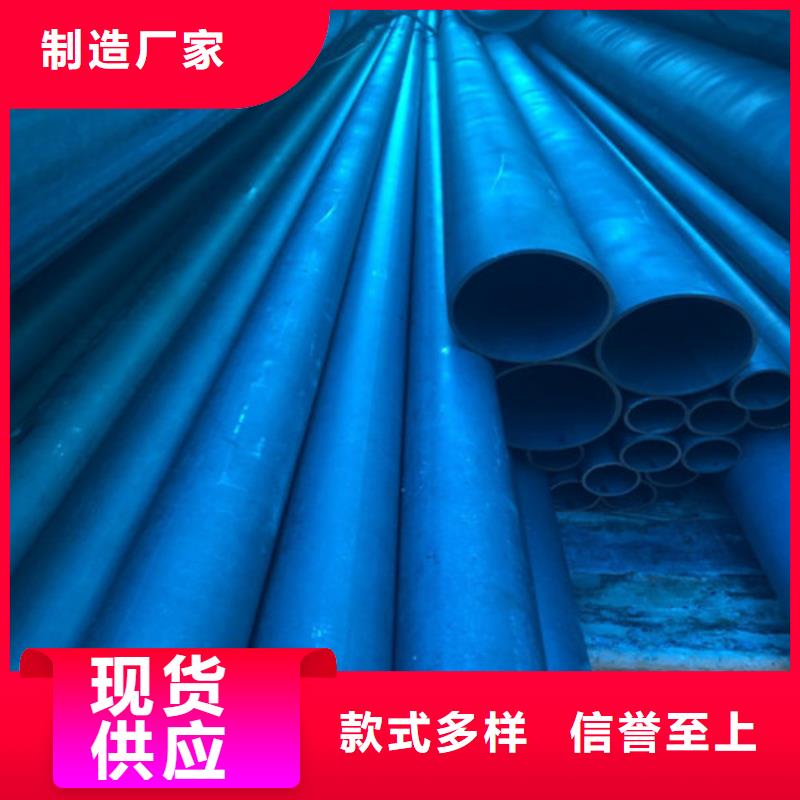
舟山酸洗钝化无缝钢管多少钱(报价)一、酸洗钝化的作用在预制加工、焊接、试验及热处理过程中,会使管道(碳铜管、不锈钢管)表面积聚氧化铁、焊渣、油垢等污物,使管子的抗蚀性能变化。管子经过酸洗液的清洗,能清除管于表面的赃物;再经过钝化依处理,能使钢管表面形成—层防止氧化的保护膜,从而钢管的耐蚀性能,保证生产工艺的安全运行。 二、酸洗液与钝化液的配置钝化液与钝化液配制合理与否,直接影响着酸洗钝化的质量,因此,应根据管材性质确定合适的。当不锈钢管子或设备只需要对其局部面积进行酸洗时,则可在待处理面除去油污后,用酸洗膏涂在需处理的表面上。
酸洗钝化,防锈球墨铸铁井盖 精益求精")
酸洗钝化,防锈球墨铸铁井盖 精益求精")
酸洗钝化,防锈球墨铸铁井盖 精益求精")
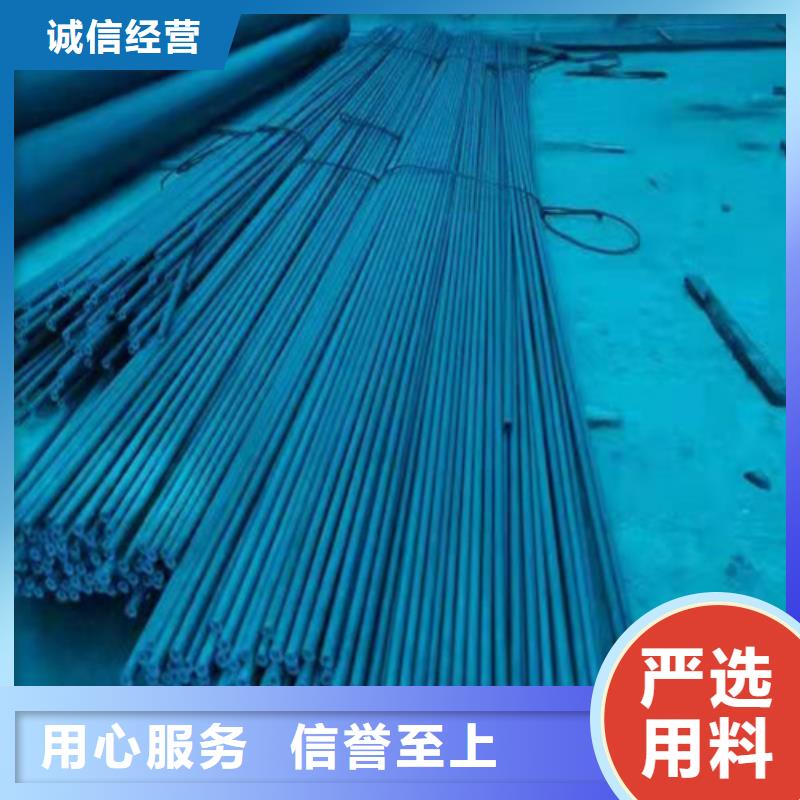
舟山酸洗钝化无缝管常用的几种处理方式一,酸洗钝化无缝管浸渍法。不锈钢管线、弯头、小件等*适用该法。且处理效果*好。因为处理件可充分浸泡在酸洗钝化液中,酸洗钝化无缝管表面反应、钝化成膜致密均匀。该法适合连续批量作业,但需随溶液反应浓度降低而不断补充新液。 其缺点是受酸槽形状及容量的限制,不适合大容量设备及形状过长过宽的管线;长期不用会因溶液挥发等原因而效果下降,需要场地、酸池及加热设备。舟山酸洗钝化无缝钢管
酸洗钝化,防锈球墨铸铁井盖 精益求精")
酸洗钝化,防锈球墨铸铁井盖 精益求精")




 扫一扫
扫一扫