一分钟,了解产品的全部魅力!观看我们的【渝北】 当地 【焊管】管线管厂家好品质经得住考验产品视频,为您的购买决策提供有力支持。
以下是:【渝北】 当地 【焊管】管线管厂家好品质经得住考验的图文介绍


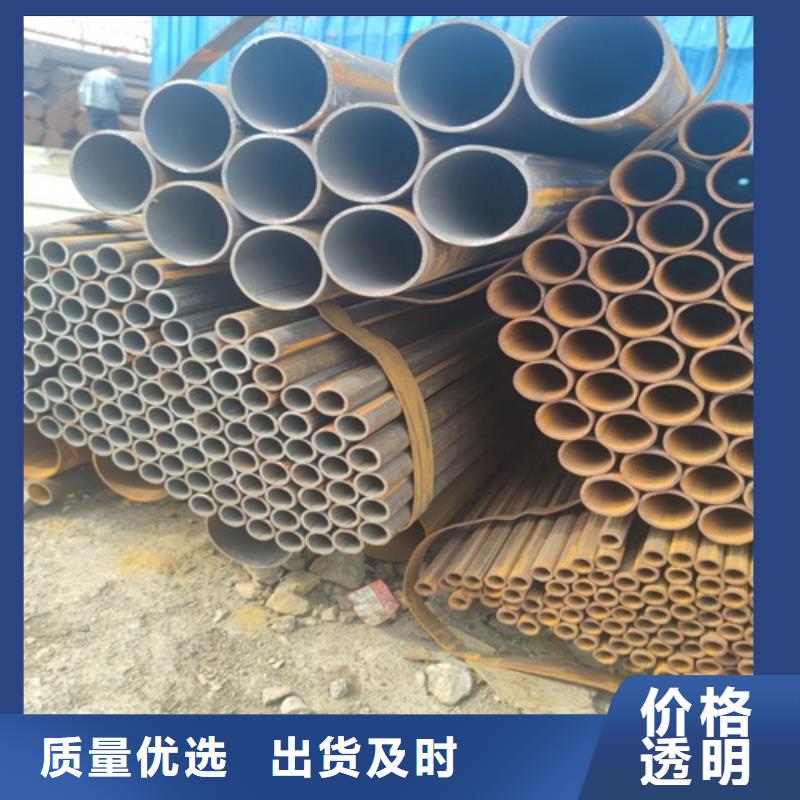
渝北焊接钢管是指用钢带或钢板弯曲变形为圆形、方形等形状后再焊接成的、表面有接缝的钢管。 渝北焊接钢管行业产业链上游为原材料供应商,包含钢铁行业、有色金属等;下游为终端行业,包含输送用管、结构用管等。其中上游企业主要为热轧钢带、热轧卷板制造企业。 渝北焊管在城市管网建设中的应用主要有两个方面:一是焊管可以作液体输送用:给水、排水;二是焊管可作气体输送用:煤气、蒸气、液化石油气。 随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊缝质量不断提高,焊接钢管的品种规格日益增多,同时,焊接钢管的成本较无缝钢管更低、生产效率也更胜一筹,于是焊接钢管便在越来越多的领域代替了无缝钢管。



在经营过程中始终坚持:“诚信、务实、卓越、创新”的原则,我们视 渝北无缝钢管、质量为企业生命,严格控制施工质量,力争百年品牌企业,客户的满意就是我们一直追求的目标。


鹏鑫钢铁有限公司生产的 渝北无缝钢管、产品销往全国十多个省、市、自治区,由于质量高、服务好、价格低,受到广大消费者的一致好评。我们本着“诚信经营、不断创新、顾客至上”的经营理念,在生产销售各种规格的 渝北无缝钢管、产品的同时还按照用户需求进行来图加工和来样加工,制造上述或其他产品。把企业着力打造成专业化程度高、服务好 渝北无缝钢管、生产厂家。



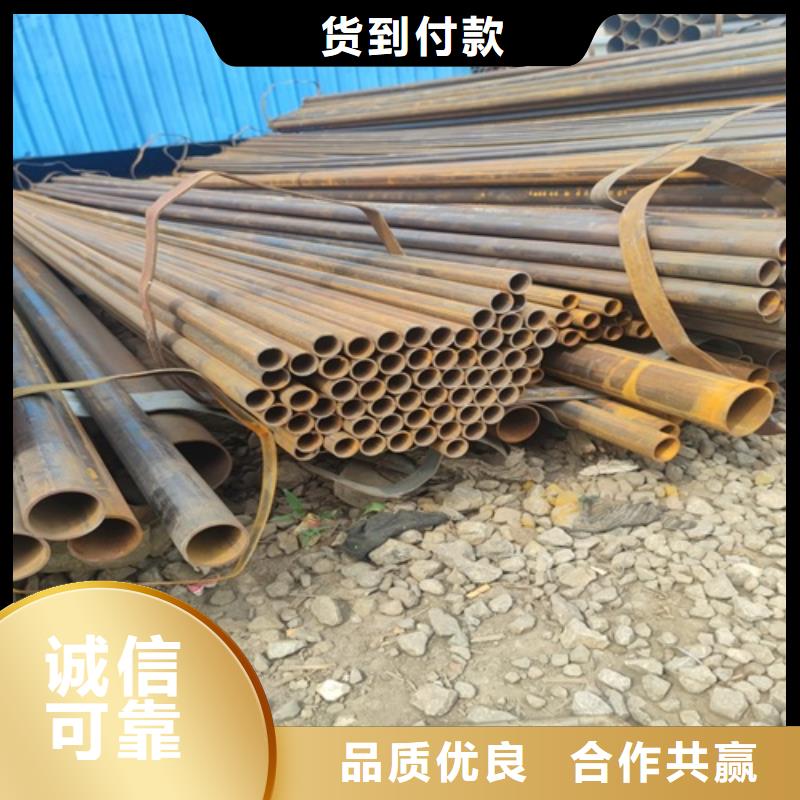
Q345B焊管的存放说明: Q345B焊管在堆放的时候,需要注意的是在高度和宽度上的问题,因为Q345B焊管本身是有一定重力的,所以如果堆放的越高,实际上对于底部的Q345B焊管的压力是特别大的,这样一来对于它的伤害程度也是比较大的,我们就要在高度上进行控制,宽度是因为底部的Q345B焊管是关键的存在。 Q345B焊管选购注意事项: 要选购正规的Q345B焊管,如何判断Q345B焊管正规性呢,其实就是它的包装上面,在食品中我们是需要看生产日期保质期和质量标准,在Q345B焊管中,同样也是有三个方面需要注意的,一是执行标准,二是生产许可,生产厂家,如果是三无Q345B焊管的话,我们肯定是不能购买的。


 扫一扫
扫一扫